電 話:13996377778
手 機:13996077775
網 址:chuang18.cn
地 址:重慶市潼南區田家鎮羅盤路97號29幢B區
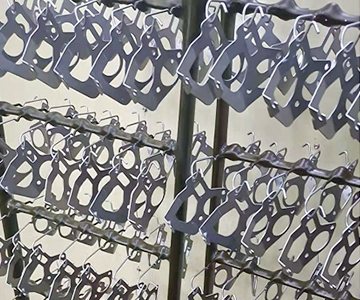
電鍍鎳技術是采用金屬鹽和還原劑,在材料表面上發生自催化反應獲得鍍層的方法。到目前為止,電鍍鎳是國外發展快的表面處理工藝之一,且應用范圍也廣。電鍍鎳之所以得到迅速發展,是由于其優越的工藝特點所決定。
電鍍鎳層的工藝特點:
1、厚度均勻性
厚度均勻和均鍍能力好是電鍍鎳的一大特點,也是應用廣泛的原因之一,電鍍鎳避免了電鍍層由于電流分布不均勻而帶來的厚度不均勻,電鍍層的厚度在整個零件,尤其是形狀復雜的零件上差異很大,在零件的邊角和離陽極近的部位,鍍層較厚,而在內表面或離陽極遠的地方鍍層很薄,甚至鍍不到,采用電鍍可避免電鍍的這一不足。電鍍時,只要零件表面和鍍液接觸,鍍液中消耗的成份能及時得到補充,任何部位的鍍層厚度都基本相同,即使凹槽、縫隙、盲孔也是如此。
2、不存在氫脆的問題
電鍍是利用電源能將鎳陽離子轉換成金屬鎳沉積到陽極上,用電還原的方法是使鎳陽離子還原成金屬鎳并沉積在基體金屬表面上,試驗表明,鍍層中氫的夾入與電還原反應無關,而與電鍍條件有很大關系,通常鍍層中的含氫量隨電流密度的增加而上升。

在電鍍鎳液中,除了一小部分氫是由NiSO4和H2PO3反應產生以外,大部分氫是由于兩極通電時發生電極反應引起的水解而產生,在陽極反應中,伴隨著大量氫的產生,陰極上的氫與金屬Ni—P合金同時析出,形成(Ni—P)H,附著在沉積層中,由于陰極表面形成超數量的原子氫,一部分脫附生成H2,而來不及脫附的就留在鍍層內,留在鍍層內的一部分氫擴散到基體金屬中,而另一部分氫在基體金屬和鍍層的缺陷處聚集形成氫氣團,該氣團有很高的壓力,在壓力作用下,缺陷處導致了裂紋,在應力作用下,形成斷裂源,從而導致氫脆斷裂。氫不僅滲透到基體金屬中,而且也滲透到鍍層中,據報道,電鍍鎳要在400℃×18h或230℃×48h的熱處理之后才能基本上除去鍍層中的氫,所以電鍍鎳除氫是很困難的,而電鍍鎳不需要除氫。
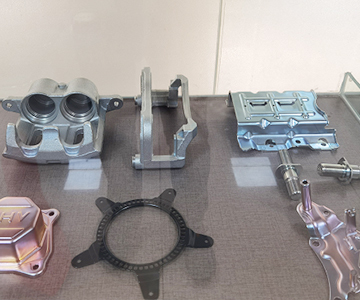
3、很多材料和零部件的功能如耐蝕、抗高溫氧化性等均是由材料和零部件的表面層體現出來,在一般情況下可以采用某些具有特殊功能的電鍍鎳層取代用其他方法制備的整體實心材料,也可以用廉價的基體材料電鍍鎳代替有貴重原材料制造的零部件,因此,電鍍鎳的經濟效益是非常大的。
4、可沉積在各種材料的表面上,例如:鋼鎳基合金、鋅基合金、玻璃、陶瓷、塑料、半導體等材料的表面上,從而為提高這些材料的性能創造了條件。
5、不需要一般電鍍所需的直流電機或控制設備,熱處理溫度低,只要在400℃以下經不同保溫時間后,可得到不同的耐蝕性和耐磨性,因此,它不存在熱處理變形的問題,特別適用于加工一些形狀復雜,表面要求耐磨和耐蝕的零部件等。
6、電沉積層的厚度可控,其工藝簡單,操作方便,溫度低,成本比其它表面處理防護低,適用于在中、小型工廠或小批量生產。