電 話:13996377778
手 機:13996077775
網 址:chuang18.cn
地 址:重慶市潼南區田家鎮羅盤路97號29幢B區
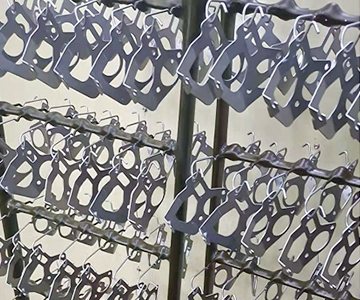
電鍍時表面是否不平整?
在電鍍的實際生產中,經常會出現基體零件表面凹凸不平的情況,導致產品合格率大大降低,鍍層凹凸不平。有的肉眼可見,用手摸有感覺,有的沒有明顯的手感,需要用放大鏡仔細觀察才能鑒別。
鍍鋅件,除個別要求外,一般鍍前不拋光。一般鍍鋅液只要求結晶細,亮度好,流平能力差,所以鍍鋅后的z終粗糙度取決于工件的原始狀態。無腐蝕的冷軋板、冷拉材料、成品工件鍍后平整度好;熱軋板、型材、銹蝕嚴重的工件,經過酸洗去除氧化皮和銹蝕產物后,表面會露出凹坑和斑點。雖然可以電鍍光亮,但無法達到優異的流平效果。
對于裝飾性電鍍來說,成品通常在鍍前拋光(高光澤的冷軋薄片除外),z終的亮度平整度取決于兩個因素:一是鍍前拋光基材的效果,二是一步電鍍液的光亮流平效果。
總之,在電鍍過程中,要保證每一步都須進行準確無誤的工藝,才能保證成品合格率。已經研究出相應的解決方案來解決不均勻金屬表面處理的問題。其中,合金催化液技術實現了金屬表面涂層的均勻增加,不會出現所謂的陰陽面,復雜的金屬表面也能很好的處理,提高了產品的合格率,降低了商家的加工成本。

電鍍不均勻是什么原因造成的?
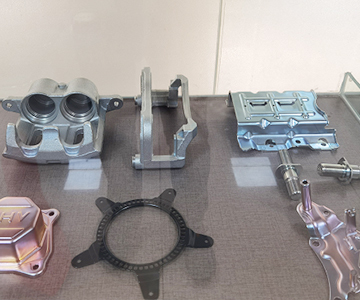
1.電鍍工件毛坯表面太粗糙或不良。在過于粗糙的表面上沉積電鍍層相對更困難,尤其是對于一些壓鑄較差的產品。有些材料表面缺陷在電鍍前無法發現和修復,成品率相對較低。
2.電鍍工藝不合理或電鍍時間不夠。比如鍍銅時塑料電鍍時間過短電流過小,鍍鎳時銅件電鍍光亮鎳時間過短或電流過小。
3.電鍍液性能差,流平性差。比如光亮硫酸銅使用的材料雜質多,成分含量不對,使用的光亮劑質量不好,不能有良好的填充性能。
4.電鍍件的預處理部分不好,如五金電鍍件的底層銅或鎳鍍層不好或有有機膜層附著。